
グラスライニングは化学プラントにおいて高腐食条件で使用される基幹製品であるため、
たった一つの製作ミスや欠陥が重大な損害につながるプラントにおいて重要な製品となります。
弊社のグラスライニング製品は、
設計工程を経て製缶工程・グラスライニング工程・組立工程の各工程にて、
品質基準に基づき検査・確認した後出荷されます。
GL HAKKO の製造工程における品質管理
製缶工程
・寸法検査
図面及び寸法公差表に基づき検査を実施します。
・外観検査
外面に有害な傷、打痕、凹み、亀裂、治具痕がないか目視でチェックします。
・溶接検査
アンダーカット、オーバーラップ、たれ込み、食い違い、波目不揃い、ビード幅不揃い、ビードの偏心、余盛高さ溶け込み不足、ブローホールなし、クラックなし等について検査します。
・非破壊検査(法定検査該当機器以外はオプション)
PT検査、RT検査、UT検査、MT検査 など
・グラスライニング前水圧検査(原則として設計圧の1.5倍)

グラスライニング工程
グラスライニング工程の検査は、
目視検査 → 膜厚測定 → ピンホールテスト → その他検査 の順で行い、総合的に判断いたします。
・目視検査
目視で怪しい箇所(異物やスケール、泡など)に印をつけ、ほかの検査と併せて判断します。
有害な欠陥が見つかった場合は不合格とします。
(詳細は”グラスライニングにおける外観異常“を参照)
・膜厚測定
膜厚測定器を用いてグラスライニングの厚さを測定します。
合格範囲:0.8~2.3mm以内(ただし SUS+GLは0.8㎜~1.8㎜以内)
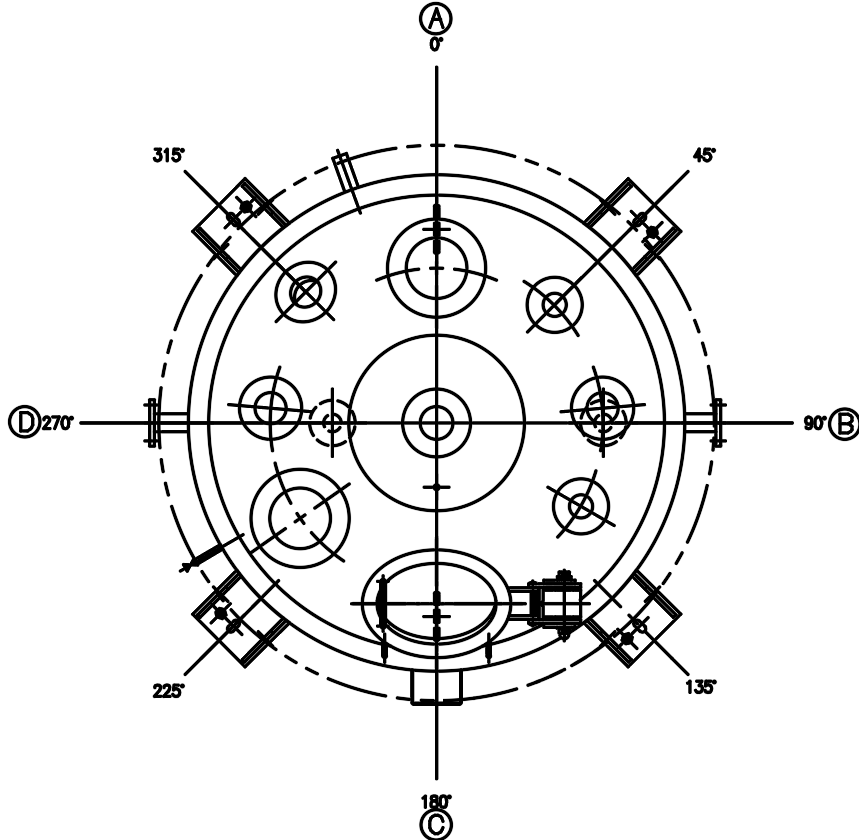
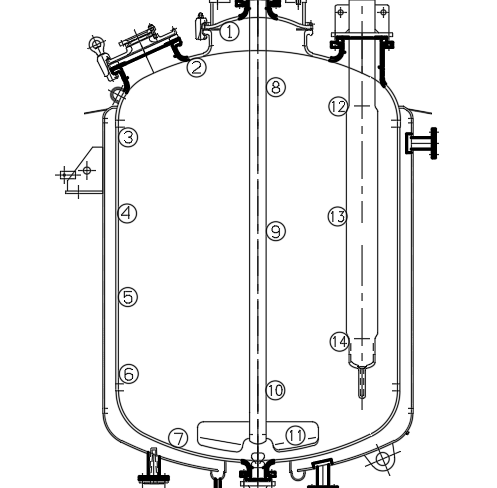
全体的にランダム測定し、フランジ面、フランジR、ノズルスウェッジR部については4方向測定を行う。
ノズル内も各ノズル4方向以上膜厚測定する。
本体内は上部から下部へ番号を振り各点の4方向(0°,90°,180°,270°)の膜厚を測定し記録する。
R部も最小~最大値にて記録を残す。
目視にて変色、薄そうな箇所、泡、修正部は必ず膜厚確認を行う。
(薄い箇所はしたぐすりの色が透けるため色が濃くなってくる)
・ピンホールテスト
20,000Vの交流(A.C.)にて実施する破壊試験です。
ただし、端面グラスライニング部については膜厚が薄く、ピンホール発生の危険性があるため対象外としています。SEFグラス( 帯電抑制グラス )については導電性があるため10,000Vで実施します。
ピンホールテストはグラスライニング施工された面すべてで行いますが、
目視にてチェックをした箇所は念入りに実施しています。

・その他の検査
真円度、フランジ部歪み測定、撹拌翼・バッフル軸の曲がり確認など
組立工程
・外観検査
外面に有害な傷、打痕、凹みがないか塗装状態はどうか付属品は付いているかなどをチェックします。
・試運転検査
反応機の場合、機器組込完了後に実施します。 回転数や軸ブレ、電流値、温度、騒音、振動などを測定します。



・耐圧試験(気密、水圧)
市水や空気にて耐圧試験を実施します。
また試験時に溶接部をはじめ各部を点検し、漏洩及び変形やその他異常が無い事を確認します。


・出荷前検査
目視にて機器の状態をチェックし、異常が無いか養生はよいかを確認します。
また、要望があれば写真撮影を実施します。(オプション)

グラスライニングにおける外観異常
検査工程において発見される外観異状です。
品質基準に基づき合否を判定し、異物やスケール、ピンホールなど
グラスの損傷原因となるものを検査にて除去します。
異物が多く存在している場合、内容液との化学反応によりグラスが損傷し、
その結果として缶体部の腐食を引き起こす可能性があります。
しかしながら、目視可能な外観異状が必ずしも損傷の原因になるわけではなく、
環境や使い方によってはそのまま問題なくお使いいただける場合もございます。
有害な異物(スケール、白色異物)
・合否は異物の大きさ、密度、数量に依存します。
・白色異物は性能的に影響ありません。但し、スケール同様に数が多い場合は不合格としています。


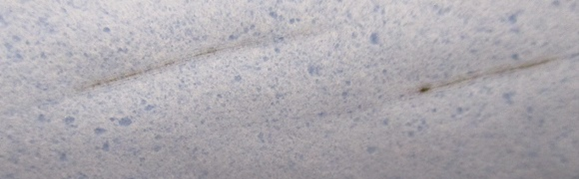
ヘアライン
・凹凸を伴わない場合や、狭い範囲で目立たない場合は合格とします。

したぐすり露出
・点状、線状どちらであっても不合格です。(したぐすりは耐食性に劣るため)

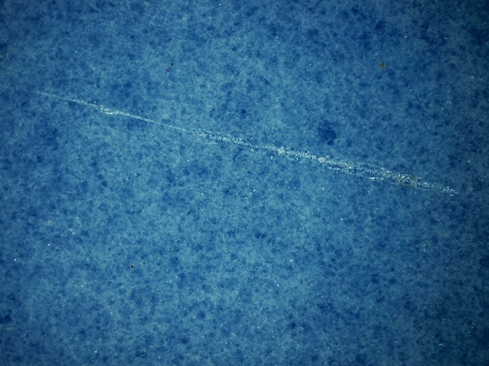
クラック(グラスの割れ、ひび)
・クラックはあってはならない異常です。端部や局所的なものは研磨にて除去できれば合格とします。
グラス中の泡
・グラス中の泡は製作上0にはできません。比較的大きな泡であれば変色や光反射で判断可能です。
・泡があれば膜厚測定を行い、泡の大きさを考慮しても十分に膜厚を担保できればピンホールテストを実施し、合格としています。
・スケール同様、小さくても数が多い場合は不合格とします。




(したぐすりの露出あり)
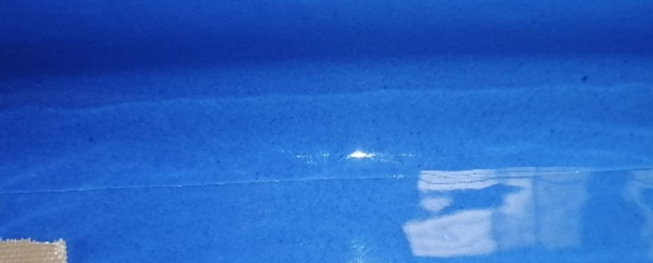
グラス面の凹凸
・若焼けや皮膜割れに起因する凹凸は目立つ場合に不合格としています。
・フランジ面は漏れにつながるため、線状の凹み(外部から内部まで繋がる、もしくは3分の1以上あるもの)は不合格とします。

打痕及びキズ
・打痕はあってはならない異常です。
・爪にかかる擦り傷の場合は研磨作業を実施し、艶と膜厚が品質基準範囲内であれば合格とします。
グラス面の光沢及び曇り
・グラス光沢がなく失光沢となっているもの、白みが強いものは不合格とします。
・ご使用中のグラスライニング機器の粗さが1~5μmの場合は検査員による検査を推奨しています。
お問い合わせはこちら

